This blog post is about some personal difficulty I’m going through: last month, my baby died unexpectedly a day or two before he was born. I could just collect my thoughts in my private journal, but I am sharing my experience here on the Pololu blog because most of the people I interact with and care about are related to Pololu, be they friends, employees, vendors, or customers. Just about everyone at Pololu knew of my eager anticipation of this new baby, and any visitors were aware that I might miss our meetings with short notice depending on when the baby arrived. I don’t have the time and sometimes the energy to answer every well-intentioned question about how I’m doing from people who know and every friendly follow-up from those who don’t (“hope you’re not losing too much sleep with that new baby in the house!”), so I hope this post will serve as something I can point to for those who want a real answer. I think writing with an audience in mind will also help organize my thoughts while avoiding wallowing in self-pity or over-dramatizing the whole thing.
For me, the purpose in having the company and the purpose of life are very intertwined and something that I am still trying to figure out. Over the past few years, I have at least gotten as far as knowing that we should value truth, beauty, and the human individual. But even concepts like “human individual” are difficult to pin down, as exemplified in the case of a baby dying the day before it is born. As robotics, artificial intelligence, and biomedical engineering advance, we will all have to confront what it means to be alive and to be human.
I also believe it’s important not to separate our professional lives from our personal lives, and for me in particular, Pololu is very tied to my identity. It would therefore be inappropriate not to address such a significant event in my life with those I spend much of my time with. And even in the case of occasional customers on the other side of the world, I would rather they think of Pololu as a group of people with their own hopes and dreams rather than some anonymous source of robot parts.
Naming Dez Dai
I’ll begin with my baby’s name since it’s an important part of identifying him as an individual (names are important!). Plus, for those who are into that kind of thing, it turned out to be eerily prophetic.
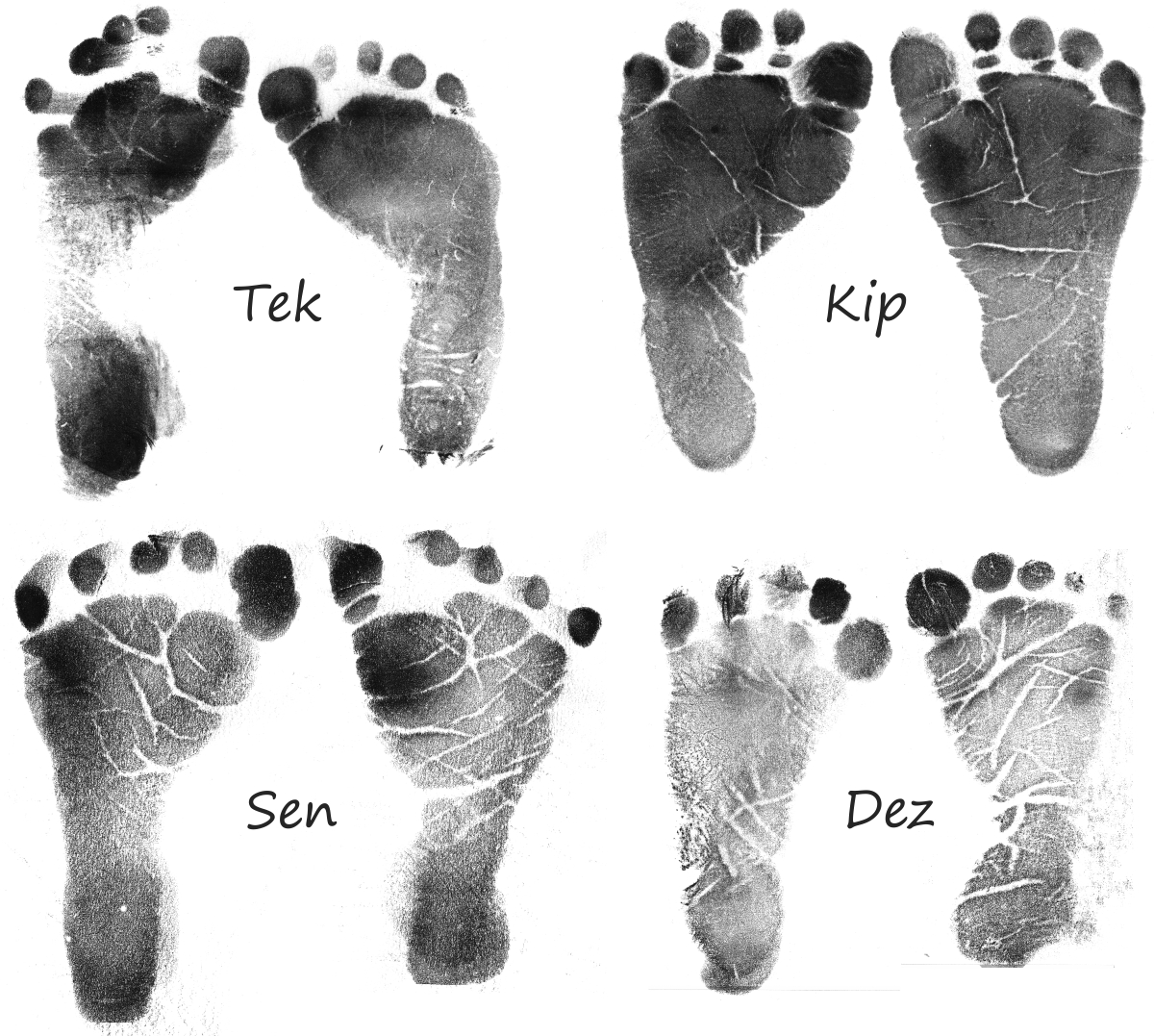
Having lived with people mispronouncing my name my whole life, I want my kids to have simple names that are easy to pronounce just by looking at them, but I also want them to be unique and not to have specific meanings. I also want them to be reasonably compatible with Czech and all its declensions and Japanese since those are the primary languages we use at home. My first three boys’ names are Tek, Kip, and Sen. I wanted my new boy’s name to sound very different from the first three and to start with a different letter so they’d all have different initials. Kevin had already made a name generator for us the last time around, and we discussed updating it in a company chat room back in August:
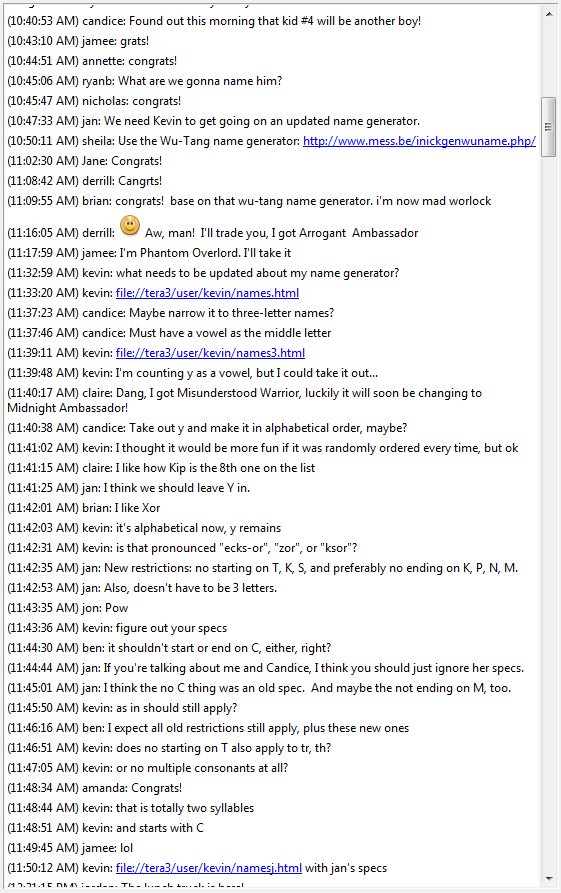 |
August 19 chat log about naming Dez. |
|---|
According to another chat log, I started asking people what they thought of “Dez” a week later. The most famous person with that name was probably the football player, whose full name is apparently Desmond; I was okay with that since the dorm that Candice and I lived in at MIT was also called Desmond (in New House 5). The Czechs we asked were generally okay with it, as were most of the Japanese people we asked.
But my mom didn’t like it. In Japanese, the name would be pronounced as “Dezu”, and especially with the typical “-kun” or “-chan” diminutive honorific suffix, it sounded to her like what you might call a recluse or hermit, someone who did not get out much.
We’ve also established a tradition of our kids’ middle names being Japanese and starting with the same letter as the first. Since picking the name includes picking the characters, it’s more difficult to avoid assigning a meaning to the name. My mom had suggested 大木 in the past, but while the translation of “big tree” sounded fine to us, the sound of “Daiki” didn’t. Candice and I kind of liked just the first part in Japanese, though we were concerned about “Dai” sounding like “die” in English. But we figured it was the middle name so people wouldn’t say it much and Dai looked different enough from Die.
And so, if we considered the first, more English name in Japanese and the middle, Japanese name in English, the intentionally meaningless name we ended up with for our boy amounted to: without emerging, die.
Dez’s last week
Dez’s due date was Sunday, January 18. Our first three boys were all born well after their due dates, so Candice and I were generally expecting this guy to be late, too. Candice had weekly doctor visits on Wednesdays, but because the last visit revealed decreased amniotic fluid, the doctor wanted to see her a little sooner. The last regular checkup was on Monday the 12th, and things seemed in order then. Kick counts that night indicated the baby was still fine.
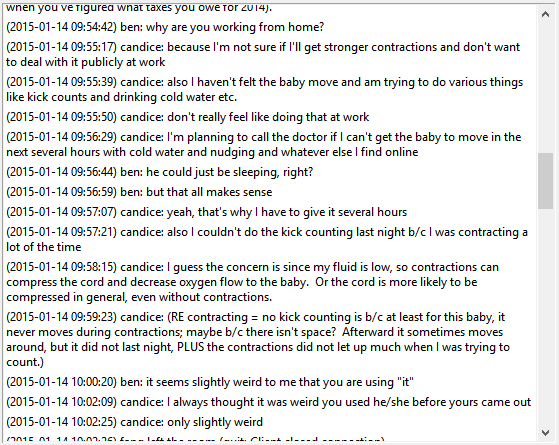
 |
Wednesday, January 14 morning chat log between Candice and Ben. |
|---|
Candice started getting real contractions at work the next afternoon. That evening, we did some final preparations, including going over the kids’ routines with Martina, a friend who would watch them for us if we had to go to the hospital at night (which is how it had gone with the last two babies). Candice couldn’t do kick counts that night because she kept having long contractions. She was slightly worried about it, but it was also normal not to feel anything during contractions. She was more concerned the next morning, when she still didn’t feel anything even when there were longer breaks between the contractions. We didn’t want to overreact since she had not particularly paid attention to the baby’s morning movement patterns before, but we decided she should go visit the doctor just in case. Candice wanted me to go with her in case there was some decision to make (e.g. do we want to induce labor or go for a C-section).
 |
I got to the doctor’s office before Candice did, so I walked along Eastern in the hopes that I would see her drive up. I remember it being a nice sunny day and being full of nervous excitement despite mostly expecting nothing much to happen and to be on my way back to work within half an hour. Just in case, I was wearing my cheerleading shirt: a red edition of the Zumo “Push.” T-shirt, which I had worn when our last boy was born (Ben wore one when his daughter was born, too!). Candice entered the parking lot from a different street and parked behind the building, so I didn’t see her until she was walking toward me. Candice might have been more nervous than me, but I was happy, and I’m pretty sure she was happy.
After a few minutes in the waiting room, we were taken to an examination room where an assistant started pressing some wand to Candice’s belly. I heard some scratchy noises from a speaker, and wondered if I should be hearing more, but the doctor was there just a few seconds later and said we could just go straight to the room with the ultrasound machine. Candice updated the doctor on how things had gone in the two days since her last visit, and as I watched the image on the overhead monitor, it occurred to me that the last time I was with Candice at the doctor, we were also in that same room, confirming a miscarriage. That was about a year ago, twelve weeks into the pregnancy; it was at the visit where a heartbeat was first expected that there was none.
I never heard Dez’s heart beat.
There were probably only a few seconds for my anxiety to build as I recalled that last visit to this room, as I tried to remember doctor visits from previous pregnancies, wondering whether I should be hearing something by now, and as I noticed the doctor shaking his head, wondering what he would say.
“There’s no heartbeat.”
“Are you serious?” I’m pretty sure that was the first thing Candice said; she definitely said that or, “Seriously?” several more times in the next few minutes. The doctor confirmed that he would not joke about such a thing and pointed out some motionless blobs on the monitor that he said were the heart.
The doctor left the room for a few minutes to make arrangements at the hospital. Candice called her mom. I called Paul to let him know the baby had died and to ask him to post an update on the main Pololu chat room. I remember him asking what he was supposed to write, and I asked him to just say that the baby died, that we don’t know why yet, and that I would not be back at work today. I then called Martina to let her know; I got through those same basics—baby died; don’t know why—when I had to end the call since the doctor was back. We were to report to the hospital at 7:30 that night. Our doctor visit started shortly after the appointment time of 2:20, I called Paul at 2:38, and I called Martina at 2:39.
I drove Candice home. As soon as we got there, I realized I had left my backpack with cameras for the birth in my car. I went next door to Martina’s; she was home and drove me back to pick it up. I must have had tears in my eyes earlier, but I did not really start crying until I was in the car by myself, driving home.
We Skyped my mom in Japan. She felt really bad for Candice, knowing she was carrying a dead baby and having to go through the pain of childbirth without even the hope of the reward at the end. We told our eldest boy, who is six; he was sad that he wouldn’t be getting a new brother, but then he laughed nervously when he noticed that Candice and I were crying. Then we told the four-year-old; like his brother and everyone else we had told, his response was, “Why?”
Candice tried to take a nap. I didn’t want to be alone so I went to Martina’s to have dinner with my boys. Candice’s mom drove here from California as soon as she heard the news; she got here a little after 6:00. I was home again when she arrived, saw Candice, and burst into tears, lamenting that she couldn’t die so Dez could live.
A thought that I wasn’t really letting myself consider had been flitting around in my head: that we’d get to the hospital and they’d discover that there had been some mistake and tell us that the baby was still alive. That notion was expelled for good when the hospital called, asking us to hold on because they were full and to call them at 9:00 to see if they were still busy. I probably had my first thought of self pity then, thinking that of course they have to take care of the living babies first but being sad that our baby already mattered less.
 |
Kids saying good night to Dez. |
|---|
The nice part of the delay was that we got to do our usual night time routine and put our other three boys to bed. We let them know that their grandma would be staying with them and that Candice and I would be going to the hospital to get Dez out. When we put kids to bed, we make little crosses on each other’s foreheads and say “dobrou noc, andělíčka na pomoc”, which means something like, “good night, angels watch over you”. That night, the older boys spontaneously asked to see Candice’s stomach so they could say good night that way to Dez. This was not something they had done or asked for before.
We were admitted at the hospital around 10:20. Everyone there knew our situation, and everyone was very nice to us. Candice’s cervix was not dilated at all yet, which made me concerned that it would still take forever or end up having to be a C-section anyway. Our first boy was delivered by emergency C-section; the next two were successful VBACs. The main reason we chose our doctor was that he was one of only a few in Las Vegas that would even attempt VBACs, and this was our first time delivering in St. Rose Hospital because they only recently began allowing VBACs. My very limited understanding is that VBACs are preferable if they go well since we avoid a major surgery for the mother and improve the likelihood of being able to have kids in the future, but they’re also somehow more risky. It’s difficult to get a sense for the risk when the people most invested in the outcome besides the parents also have to consider their own medical liabilities. I’m grateful to our doctor for taking on the responsibility and helping us with the VBACs, but for all I know, other doctors might think he’s being reckless. In any case, all of our looking into VBACs was done long ago and with the assumption that the VBAC would be attempted in the context of a live baby; did that still make sense now? The night shift nurse taking care of Candice relayed my question to the doctor when she checked in with him; the impression I got of his reasoning is that given the previous successful VBACs, they could at least start inducing labor and see how it went.
The nurse started administering Pitocin a little after midnight. She also gave Candice a sleeping pill (Ambien), with the understanding that Candice would get an epidural once she started developing contractions that were painful. Since we live very close to the hospital, we agreed that I should go home and try to get some sleep, too. I left her room around 2:30 when Candice was just about asleep, and as I was leaving the maternity wing, I saw our doctor coming in to deliver another baby. Our very brief conversation was interrupted by a nurse’s call from down the hallway: “Doctor, she really wants to push!”
When I got home around three in the morning, Candice’s mom was still up; she couldn’t sleep. I gave her an update while I ate something and asked if she wanted to see the baby after it was born. She did, so we went over how to get to the hospital and made plans to meet in the lobby after she took care of the boys in the morning. I went to bed around 3:30, and though I sometimes have trouble sleeping, I fell asleep right away.
Dez’s birthday
When I was back with Candice a little after eight in the morning, she was dilated to 7 cm and having regular contractions. Candice’s mom got there a little before nine. On the way to our room at the end of the hall, I pointed out two other doors besides ours that had pictures of a leaf with a drop, which the hospital used to make sure staff entering the room knew someone had died. We had asked the nurse the night before if dealing with dead babies was an everyday experience for her; she said no, but that at the moment there was one other case besides ours. Not having noticed the three marked doors before that morning, I wondered if the hospital was just getting a spare sad room ready or if another baby had died since last night.
Around 9:15, the doctor, having just delivered another baby, stopped by to check on Candice. I’m not sure if he was already planning on it or if he made the call based on what he saw, but after giving us enough notice for Candice’s mom to leave the room, he proceeded to break the amniotic sac. There was a lot of meconium in the amniotic fluid, which is apparently a sign the baby was distressed. I think the doctor was surprised when he told us the baby’s head was already very low and asked Candice if she wanted to push. Her response was along the lines of, “yeah, what else am I going to do?” She realized later that maybe he was asking if she was emotionally ready. But at the time, she was ready, and the baby came right out. It was by far the easiest of her deliveries.
 |
I got to cut the umbilical cord, just as I had for our other three boys. The nurse quickly wrapped Dez up and placed him on Candice’s chest for a moment so she could look at him. When our other boys were born, I got to take pictures of all the gross details; they did not allow it at St. Rose. The nurse let me start taking pictures and video recordings once she took Dez off Candice’s chest and started cleaning him and measuring him. I wasn’t sure what I was going to see and how much time I would have, so as with a lot of kids’ events, I focused more on getting footage than on experiencing the experience.
Dez was born at 9:26 in the morning on January 15, 2015, three days ahead of his expected due date, weighing 7 pounds, 7 ounces (3375 grams) and measuring 20.5 inches (52 cm) in height. He was bigger than our first son and smaller than the next two. He had plenty of hair, just like his brothers.
I had not seen a dead body before, at least not that I remember. I had tried to prepare myself for something gruesome, but Dez basically looked like a newborn baby (they all come covered in blood and other icky stuff, which might have offered some camouflage). Basic features I had worried about while he was still alive, like fingers and toes, were all normal. His eyes were closed, and his mouth was open. It didn’t seem that far-fetched for him to just wake up and live.
He did not wake up, of course, the different trajectories of a living newborn and a dead one becoming more apparent with each passing moment. The front of his head, above the forehead, was sunken in, not because of a defect in his skull but because there was not blood pressure to push up the skin. His skin was really fragile, and it started peeling off as the nurse gently cleaned him.
 |
Dez’s left hand had a single crease across the whole palm. |
|---|
The doctor inspected Dez for any indication of what might have gone wrong. The umbilical cord and placenta seemed fine, and there was no indication of a cord accident. He made three observations that might be indications of a genetic defect: Dez’s ears maybe seemed a little low relative to his eyes, the back of his neck seemed kind of thick, and he had a single crease all the way across his left palm. The ears seemed kind of difficult to judge since the eyes were closed, and maybe the neck thing was just a consequence of how his body got manipulated. When I told her about the hand crease, Martina said she has a nephew with a palm like that who is fine.
We had been asking about an autopsy since we got to the hospital, but the people we asked didn’t really know any details and told us we could find out more about that later. As the doctor looked the baby over without finding any obvious explanation for why he had died, I asked if an autopsy was likely to reveal anything meaningful; he said he did not think so. I think that mostly convinced me. Candice says she might also have been slightly affected by her mom saying she would feel sorry for Dez getting cut up and that we should let him rest in peace. It was nice to have come to that conclusion independent of the cost since we later learned it was $3500.
 |
After the doctor left, Candice and I were alone with Dez. The main nurse was in and out of the room cleaning up and checking up on Candice, and she also took some pictures of us holding and inspecting our baby. Candice’s mom had returned with some flowers while we still wanted to be alone, which is why I happen to be holding flowers in most of the pictures that have me, Candice, and Dez in them.
We invited Candice’s mom after maybe half an hour, and her interaction with the baby was so different than ours had been. She cried loudly and talked to him, including words that would roughly translate to “poor baby”. I had not felt much empathy for Dez before that. She did not want any pictures at first, but later she wanted some of herself cradling Dez, including on her phone so she could send them to Candice’s dad. When Candice and I had our turns to hold him again, there was less of an inspection. We sang him songs we used to sing to our other babies when we put them to sleep, and told him “dobrou noc, andělíčka na pomoc”.
 |
By about 11:30, we were ready for the nurse to take Dez away. Some professional photographers were going to be available for us later, and we did have some clothes for Dez that Candice’s mom had brought, but we did not feel like posing for pictures and figured we probably had enough of our own pictures already. Candice still had to stay at the hospital so they could make sure she was recovering well; Candice’s mom and I left the hospital a little after noon.
I did not particularly want to be alone, but I also started dreading my first interaction with people, so I went to work to get that initial contact over with. I had several encounters where I think there was a mutual sentiment of, “oh crap, what am I supposed to say?”; others were less awkward about it. I am fortunate to get to work with my best friends. We got together in Ben’s office and I went over what had happened in the past 24 hours. Fang was generally still stunned, and Paul was notably quiet, so the few follow-up questions came from Ben. I think I consulted with them about what to do with Dez and that everyone was on board with cremation and no immediate funeral-type ceremony. I mentioned I had pictures of Dez but that I did not expect to want to look at them, and no one seemed particularly interested in seeing them. I worked for a few hours in my office after that, and when I was leaving, Linnea gave me a card for Candice and me from the people at Pololu.
I had dinner with our kids at Martina’s again. Candice’s mom had seemed eager to pick up Candice at the hospital, so we had agreed she would go. Right after she left, Candice called to ask if I could go after all because she wanted to go see Dez one more time with me. I did not want to see him again. Candice didn’t insist, and I didn’t go. (When she saw that I had written this, Candice said her intent was never to ask me to go, but to offer it as an option.)
When Candice got home, she had with her a pretty white box colorfully labeled “DEZ DAI”. I curled up on the couch and cried and cried, much more than I had at the hospital. There, there was still at least some kind of baby, plus there were distractions like concerns about how Candice was doing. Now, there was nothing, and I had to confront that reality and the contrast to past joyous returns from this type of hospital visit.
The box was prepared by our nurse with help from Jalen’s Gift Foundation, which was started recently by a local couple whose baby also died before he was born. Candice’s mom watched the kids while Candice and I went upstairs to be together and to look through the contents of the box. There was a booklet with Dez’s birth specs, with his hand prints and footprints, and a lock of his hair. There were molds of his feet and of his hand. There was a small album of pictures, along with the clothes and teddy bear that were used in the pictures. There was a nice letter from the nurse and a card from the hospital support staff. We cried together for maybe half an hour, then went back down to help get our boys ready for bed.
I had been trying to get in touch with my mom since late in the afternoon; I finally got to talk to her when she Skyped me at around 9:30. I let her know how things had gone. Her response was not what I was looking for: concern for Candice, reminders to be strong and to support her, and reminders not to forget about my other boys. I’m sure she was sad and sad for me, but maybe a video call just wasn’t the best way to get that across.
Candice was tired and went to bed a little after 10:30. Martina came over to visit after that. Martina and her husband are like second or third (after Paul and Fang) parents to my boys, and they had been talking up Dez’s arrival with our kids probably more than Candice and I had. I realized I wanted to show her the pictures of Dez, and she wanted to see them. She was the first person with whom I shared the pictures and the contents of the Dez box, besides Candice and her mom. Grieving with Martina gave me the emotional release I had been looking for with my mom: she was genuinely sad and grieving, too, so I didn’t have any feeling of having to explain or prove the significance of my loss to her, yet I could focus on my own loss in her presence without feeling like I was disrespecting her feelings. She was there for about two hours, long enough not to rush anything and for the conversation to meander to subjects beyond the events of the past few days, from stories of Candice’s and my early days to our ambitions to change the world.
The next few days
I woke up the next day thinking about Dez. It was not that I woke up and then thought of Dez, or that I woke up in the middle of dreaming about him: I was thinking about him, and then I realized I was conscious and that it was morning. I don’t remember waking up like that before.
Martina’s visit made me realize I wanted to show the pictures to more people and that others might want to see them, too. I showed them to five people that day, starting with our babysitter Miki in the morning and ending with Ben that night. Apart from inviting Ben, whom I specifically asked to come visit to go over the pictures, I don’t think I was pushy at all about it, and everyone I asked wanted to see them.
Ben came over around 9, after putting his kids to bed, and was at my house until almost two in the morning. We did not start talking about Dez right away. I realized this year would mark 20 years of our friendship, which started in junior year of high school. Candice recalled Ben abruptly giving her the controller for his radio control glider as it was soaring above the ocean at Pololu Valley when they first met in 1999.
Going through the pictures was getting to be kind of routine for me, but it was the first time Candice looked at the pictures with someone else. Ben’s mom’s cancer returned while we were still in high school, and she died when he was in college; his dad died about five years ago. Ben’s dog also died earlier in January, and he made a joke at some point about how I was trying to one-up his loss. While talking about dealing with sadness and the loss of his parents, he recalled intentionally thinking things that made him hurt worse.
The next morning, two days after Dez was born and three days after we had learned he had died, was a Saturday. Martina was at our house bright and early to take the older boys to Japanese school, but despite staying up late and sleeping with earplugs, I woke up early feeling gung-ho enough that I wanted to take them. The school operates out of different local public schools each term depending on where they can get access, and I had not taken them to the current school before. Candice had written up detailed instructions for me when she was still anticipating having a new baby to take care of, and maybe I didn’t want that bit of preparation to go to waste.
Candice had already emailed the kids’ teachers and several classmates’ parents. Since the kids are still so small, we have to wait with them outside the classroom until the teachers take them in one-by-one. My older boy was telling those around him that his little brother had died, but I think most of the people in the crowded hallway didn’t know what he was talking about. I got condolences from the teachers and some of the parents. I chatted for a while with one of the dads I knew more, and he told me about how he had heard the news when he came home to his crying wife and how he had been thinking about that Eric Clapton song all night.
I remember thinking about that song quite a bit when my first kid was born, which was over 6 years ago, but I had not thought about it in a while. I thought about it as I drove to Pololu, wondering if the questions in the song were all one-directional, about the subject recognizing the singer if they met in heaven, or whether the other direction of the singer recognizing the subject also got consideration. My thoughts mostly dwelled on that second direction: if I ever saw Dez again, would I even recognize him?
Soul proof
I came up with a proof for myself about the existence of souls a long time ago. It’s based on a proof about irrational numbers that goes like this:
Theorem: An irrational number raised to an irrational exponent can be rational.
Proof: Consider ``sqrt(2)^sqrt(2)``. If that number is rational, we have an example, and we are done. If that number is irrational, we can take that number and raise it again to the ``sqrt(2)`` power: ``(sqrt(2)^(sqrt(2)))^sqrt(2)``. We can solve that and see that it’s a rational number:
``(sqrt(2)^(sqrt(2)))^sqrt(2) = sqrt(2)^(sqrt(2)*sqrt(2)) = sqrt(2)^2= 2``
Since one of those two cases must be true, we know that it’s possible for an irrational number raised to an irrational exponent to be rational.
What I like about the proof is that it kind of gives an example without actually giving an example. This Harvey Mudd “Math Fun Facts” page has a more formal treatment and additional information (including which case it turns out to be!).
My proof about souls is similar:
Theorem: I have a soul, a non-physical essence of me that is separate from my physical embodiment.
Proof: Consider that I might be purely an arrangement of some physical particles in a 3-dimensional space. If that is the case, we can assign each particle type a number and come up with a coordinate system for identifying where that particle goes, which is some more numbers. We could then jam each of those numbers together for every particle in my body, and we would have some really long number that exactly represented everything about me. That number would represent my soul, and that number would exist whether I lived or died, just like any other number exists independent of physical representation: erasing a pencil line in the shape of a “5”, for instance, or adding a sixth apple to a basket that previously had one less, does not destroy the indestructible concept we represent with the word “five”.
If, on the other hand, there is something about me that is not captured by that arrangement of particles alone, then there is necessarily something non-physical, beyond an arrangement of bits and pieces, that makes me what I am. This non-physical essence is then what we would call my soul.
As with the ``sqrt(2)^sqrt(2)`` proof, we don’t need to know which case is true to know I have a soul.
Some reasoning along these lines has been in my head for a while, but this blog post is the first place I wrote it down. This “proof” is quite hand-wavy, and having to actually write it out exposes the weaknesses even more. I remember Paul pointing out a limitation of the second case right away the first time I talked to him about this, over a decade ago: existence of some supernatural animating force does not guarantee that it doesn’t also just die when the physical body dies. That second case is really just a magical, anything-goes scenario since it’s specifically set up as something we cannot capture with a description based on our understanding of reality, so it doesn’t mean much: just because there’s something beyond the reality we can comprehend doesn’t mean it will be anything like we would like it to be.
The first case, the soul as some particular number, at least gives us the indestructibility most of us want in a soul, though accepting the notion that numbers exist without existence is perhaps an act of faith in itself. But even accepting that numbers are indestructible leaves us with other shortcomings, such as that these soul numbers existed long before we were born and even before any life existed. More importantly, it’s not as if the numbers can do anything on their own, like go seek each other out, and it might be impossibly difficult to ever find them. Thinking about DNA can give us a hint of how elusive each number can be: even if we have a mechanism for turning a number stored in a molecule into a living creature as in Jurassic Park, we still have to somehow find that number first.
As far back as I can remember, my visions of heaven or whatever happened after I died included getting to see dinosaurs. My ancestors, famous historical people and places, and other places in the universe were next. My parents eventually made some appearances, but they are still alive so that was always extra hypothetical, except maybe if my dad was with me to look at the dinosaurs. Corresponding thoughts about my kids, with whom I have not yet had any discussions about souls or an afterlife, were even more rare and hypothetical.
I am not sure if driving back from Japanese school to Pololu that Saturday morning was the first time I thought about Dez having a soul, but I know I hadn’t thought of it for a while after he was born and that I was disappointed in myself for not having thought of it sooner. I had believed we have souls all my life, and now, the first time someone really close to me died, I had forgotten about his soul. But the thought of his maybe having a soul brought me little consolation when I was questioning whether he was even a person.
I didn’t feel like working. I walked around the empty building trying to collect my thoughts, and they kept getting worse. My earlier sadness had been more emotional or sentimental: breaking down in tears when Candice came home from the hospital with a box of sad memories instead of a living baby was ultimately not that different from crying at a sad scene in a movie, and crying with Candice was mixed with a sadness and pity I might feel for any mother whose baby had just died. But that sadness had still been countered by rational thoughts of how it wasn’t that bad. I didn’t know anyone with a better life than mine. A week ago, I had had a great family, with an amazing wife and three wonderful boys, and I still had that. What about all those poor people who want children and cannot even have one? Yeah, this pregnancy did not turn out the way I had hoped, but it could have been much worse. At least we knew going into the delivery not to have our hopes up. It would have been so much worse if Candice had died. Those poor guys who go to the hospital full of excitement about meeting their new children, only to lose them and their wives! How much better did I have it than poor Miki, whose husband died suddenly 18 years ago when she was six months pregnant with her son! It would have been worse if this baby had been the girl I wanted. It would have been worse if Dez had died after several days, and worse yet if he had been born with some terrible condition that left him in pain until his inevitable early death. Poor Martina, who will worry for the rest of her life about her son with autism and who might never have the conversations with him that I take for granted with my six-year-old!
 |
Now, even my rational side was turning pessimistic. I thought about how there wasn’t a single positive element in this whole experience, and that I could not help but rationally prefer that Dez had never existed. I would definitely not think that about my older boys, and even with the two-year-old, it would be a tough call: there’s a lot of happiness and good times over those first two years that can make up for the hard work and sleepless nights (which are mostly endured by Candice, anyway). If I preferred my child dying at six to his never existing, and I preferred Dez’s never existing to the way he lived and died, wasn’t this worse than my six-year-old dying? All the things I would be sad about never doing with Tek if he died, I would never get to do with Dez, either. I had bought a bunch of discontinued Lego dinosaur sets on clearance three years ago to build with my kids some day (cause, Lego! And dinosaurs!); at least I got to build those with Tek. I would never get to do that with Dez, or play the piano with him, or play hide-and-seek with him. Or hug him.
I never even got to see him yawn, because he never took a breath. I got to a point where I was paradoxically thinking that I would prefer him dying a day after being born than a day before he was born, even though I still thought that would be more painful. At least I would have had some time with him, something positive, for basically the exact same amount of effort and the same dashed hopes. I was annoyed that I wasn’t even sure I could tell people my son had died without there being an asterisk, without having to explain that well, actually, he died before he was born. Maybe it was some of that making myself hurt thing that Ben had talked about. I cried in my office for over an hour, most likely more than I had ever cried in my life, as I dwelled on my loss, not concerning myself with how sad Candice was or how hard anyone else’s life was.
There was a new PC board design I needed to check and place an expedited order for before going back to pick up the boys, so I eventually got my act together and took care of that. When I got home, I did not really want to see Candice. I did not want to see her crying, I did not want to have to comfort her. The first three days, our mix of shock and grief, and our cycles of crying and laughing, were synchronized well enough; now she was crying when I didn’t feel like crying. Martina took care of Tek in the afternoon; Candice’s mom, who had gone back home Friday morning, returned late in the afternoon to help us through the weekend.
Fang visited us that night for roughly the same 9PM-2AM window as Ben had the night before. I was in quite a different mood than I had been a day ago. I really wanted to talk to Fang and to show her the Dez pictures, but it was also getting to be a chore. I remember I was eating some cake and wondering whether I should stop when I was going through the pictures: it seemed inappropriate to be snacking while looking at the pictures, as if I were watching a movie, yet it seemed melodramatic to make a big deal of the transition from the rest of the conversation (“okay everybody, get ready to be extra sad now!”). Candice and I were not especially down, and Fang made some comment about us lightly bickering about the exact sequence of events or what time some picture was taken when she was still in shock and seeing the pictures for the first time. My emotions were basically dulled by then, but I was ready to start considering other people’s feelings again, and I was sad that I might have been interfering with Fang’s grieving and processing of Dez’s death.
Sunday was the first day in over five months that I didn’t go to work at all. I thought I would just watch football, but I ended up tagging along when Martina took her son and my older boys bowling. I’ve only bowled a few times in my life and hadn’t since before having kids; getting to do a novel activity with my boys without having to deal with any preparation hassles was a nice distraction.
Paul visited that night. He was the last of my closest friends that I went over the pictures with. He did not seem to really want to be there, which is part of the reason we had him over last. He didn’t seem to have much compassion, but by then I wasn’t particularly needing it. As far back as the day Dez was born, when Paul was notably quiet when I had given the first report on how things had gone, he had not said much about it, and I got the sense that he might not have been particularly interested in seeing the pictures. Paul wasn’t sure how to assess the significance of Dez dying and wasn’t sure it was fundamentally different from the failure of something else people put effort into, like a house burning down or a rocket blowing up on the launch pad. There was nothing to really do, no decisions to make, and perhaps no greater understanding to be achieved. I wanted to say (and maybe I did say) things like, “I had my dead boy in my arms; he was bigger than yours was when he was born!” But I think the main reason Paul’s reaction was disappointing was that it represented some lingering thoughts of my own: was Dez really a person, and even if he were, what if there was no fundamental difference between his death and any other effort that ended in failure or unfulfilled dreams? (Lest Paul come off too lame here: he clarified that he did want to be there and that some of his nonchalant demeanor was a reflection of what he saw in me and Candice; Fang thinks he is avoiding really thinking about it because he would be too sad.)
Dealing with grief and failure
I didn’t cry for the next twelve days after that Saturday morning. Over that time, my senses seemed generally dulled. I was surprised by how bad that Saturday turned out after having felt pretty good in the morning, and I looked up stages of grief as I wondered what more might be coming. It didn’t seem like much of it applied. I definitely wasn’t angry; it wasn’t as if anyone had made a mistake to cause Dez to die or that I had gone into this with the expectation that the universe owed me a healthy baby. I’ve long thought that the worst thing to endure would be accidentally killing your child through some lapse of attention, like forgetting him in a car or running him over in the driveway, living your whole life with the guilt, wishing forever that you had not let yourself be distracted by something else. Even when someone you know dies, you might feel guilty about not having spent more time with him, or for not having treated him as well as you should have.
But I didn’t have any of that. There was no anger, no guilt, no fear, nothing to displace the emptiness. It reminded me of the opening lines of John Keats’s “Ode to a Nightingale”:
My heart aches, and a drowsy numbness pains
My sense, as though of hemlock I had drunk,
Or emptied some dull opiate to the drains
I was tired all the time, even though I wasn’t doing anything and I was sleeping a reasonable amount. I felt like my hearing was actually diminished, though I think now that it might have been caused by coming down with a cold.
 |
No one close to me had died before. I’ve always been aware of how lucky I am, what a good life I had, and I occasionally wondered who would be the first person I really cared about to die and how would I handle it. There’s this part in Liszt’s “Vallée d’Obermann” that I had once noticed and thought of as the sound of a soul drifting to heaven. I started learning that part in 2003, when Candice and I were running Pololu out of our house and around the time my grandmother died. Although she had been in my life quite a bit as I was growing up, I was not that close to her by then, and she was in her eighties and had been in poor health, so it was not unexpected. I did not go to her funeral because my passport had expired, and I did not want to drop everything and mess with getting special expediting just to go to Japan for a memorial service. I don’t know what day she died, but she had the same birthday as Dez.
I wasn’t on good terms with my dad, whom I did not even want to talk to and who was doing things that might have gotten him killed. As I learned that piece, I wondered how I would feel if he died, and how I would reconcile my recent disappointment in him with the great life he had given me and the great father he had been to me when I was growing up. It probably would have turned out okay since I’m generally optimistic and tend to remember good things, plus it’s difficult to be too angry at someone while playing a delicate piano piece about his soul ascending to heaven.
He’s in a psychiatric hospital now. The last time I saw him was via Skype, on Christmas eve, and that was the first time he was out of the hospital after seven months or so. I sang him Christmas carols for about an hour since I couldn’t have too much of a conversation with him. I asked him what he thought of the name Dez, and we talked about how he was coming soon and might even be born on my dad’s birthday. It seemed like he was following along, but after several minutes of discussing it, he was surprised that Candice was pregnant, so it’s hard to tell. My mom was hoping he might be getting better, but that trial release from the hospital did not go well at all, so now he’s locked up again, quite possibly literally tied or strapped down. It’s probably difficult to be a good patient or inmate if in your head, you’re 18 and escaping communist Czechoslovakia again.
But it was Dez who died first, a few days before my dad’s birthday, and it would be for him that I would learn “Vallée d’Obermann”. I tracked down sheet music the day he was born and probably worked on it several hours a day to help fill the emptiness of those first two weeks.
Besides never dealing with death, I had never really failed before, either. Sure, there are disappointments along the way, and all kinds of things are not as good as I would like them to be, but my goals are not so specific, so failures are not so explicit, and it’s easy to make excuses. For instance, my kids are an easy excuse for why I’m not as successful professionally, and my work is an easy excuse for why I don’t spend more time with my kids. But Candice and I really wanted this baby: we made a bunch of those trade-offs (not “sacrifices”!), like spending less time with existing kids, or spending less time on work, so that we could have Dez. And a dead baby is pretty absolute. I can’t tell myself that he’s alive enough to get by, or that the nothing out of the fifty years I had hoped for with him was a good enough percentage not to be disappointed.
Candice and I wanted as many kids as we could have, so we can’t even make up for this failure. We were already thinking Dez might be the last one, and that we’d have to evaluate Candice’s health and our financial situation later to see if one last try for a daughter was feasible. Although it’s too early to know for sure, it seems like Candice is physically going to be fine, but even if we are able to have another baby, it’s going to take a while and there will always be that gap where Dez should have been.
Some of these considerations started feeling quite materialistic. Maybe if I looked at it more broadly, I had 75% of the kids I wanted to have, and maybe I could still get to 80%, so that’s not so bad! Would it be easier, and would I feel better, to just treat this as a failed project, to just forget about Dez having a soul that I might never get to meet again, anyway?
I thought about Martin Pistorius, who was in a sort of coma for twelve years during which he regained consciousness without it being detectable. (Candice had heard about him on NPR and told me about it a week before Dez was born.) How terrible would it be for Dez’s soul to be floating around, aware of what we were thinking, perhaps waiting for us, only for us to forget about him? I thought of Pascal’s Wager, which might be simplified as, you might as well believe in God since if he exists, great; and if he doesn’t, it doesn’t matter anyway. The optimist in me made it easy to settle on a similar arrangement with Dez, that I might as well not forget him. I just have to make sure remembering him is not too crippling.
Sometimes that was harder than other times. Many times when I looked at my boys, I was reminded of what I would never have with him: the reality was that in life as I knew it, I would never get to do any of the things I had dreamed of doing with him, and some wishful thinking about our souls meeting some day was little consolation.
I started getting embarrassed after maybe a week. I was coming in to work late and not getting much done. Was I letting myself wallow and would I perform better if I didn’t have the luxury of getting to slack off? I had a meeting with our new outside sales rep for Future Electronics on Wednesday afternoon. It was an important meeting to me that I was looking forward to, and yet I was surprisingly out of it. Shouldn’t I be able to get with it already? At least my general dullness dulled the embarrassment, too.
 |
The first few days, which I remember so well and during which so much seemed to have happened, were followed by two weeks that went by quickly and in a blur. We went to a funeral home to finalize Dez’s cremation; we went together to Japanese school, where I watched with detachment as other moms saw Candice and started crying; we had a scare when Candice suddenly started getting chills and bleeding a lot; Candice and I looked for urns; I read about underinflated footballs; and I played that passage in “Vallée d’Obermann”.
One thing that stands out from those two weeks was a visit from someone we knew from occasional Czech gatherings, who photographed our boys when our last son was born and whom we had expected to take pictures of Dez soon after he was born. Her son was born prematurely and lived for almost two months, but she couldn’t hold him until after he had died. She almost died herself when he was born, and she cannot have any more children now because of it. It’s been more than three years, but it’s still difficult for her to talk or really think about it. She has an urn in her house that her other kids aren’t aware of. She knew someone else who had buried her child and regretted it as soon as he was in the ground.
 |
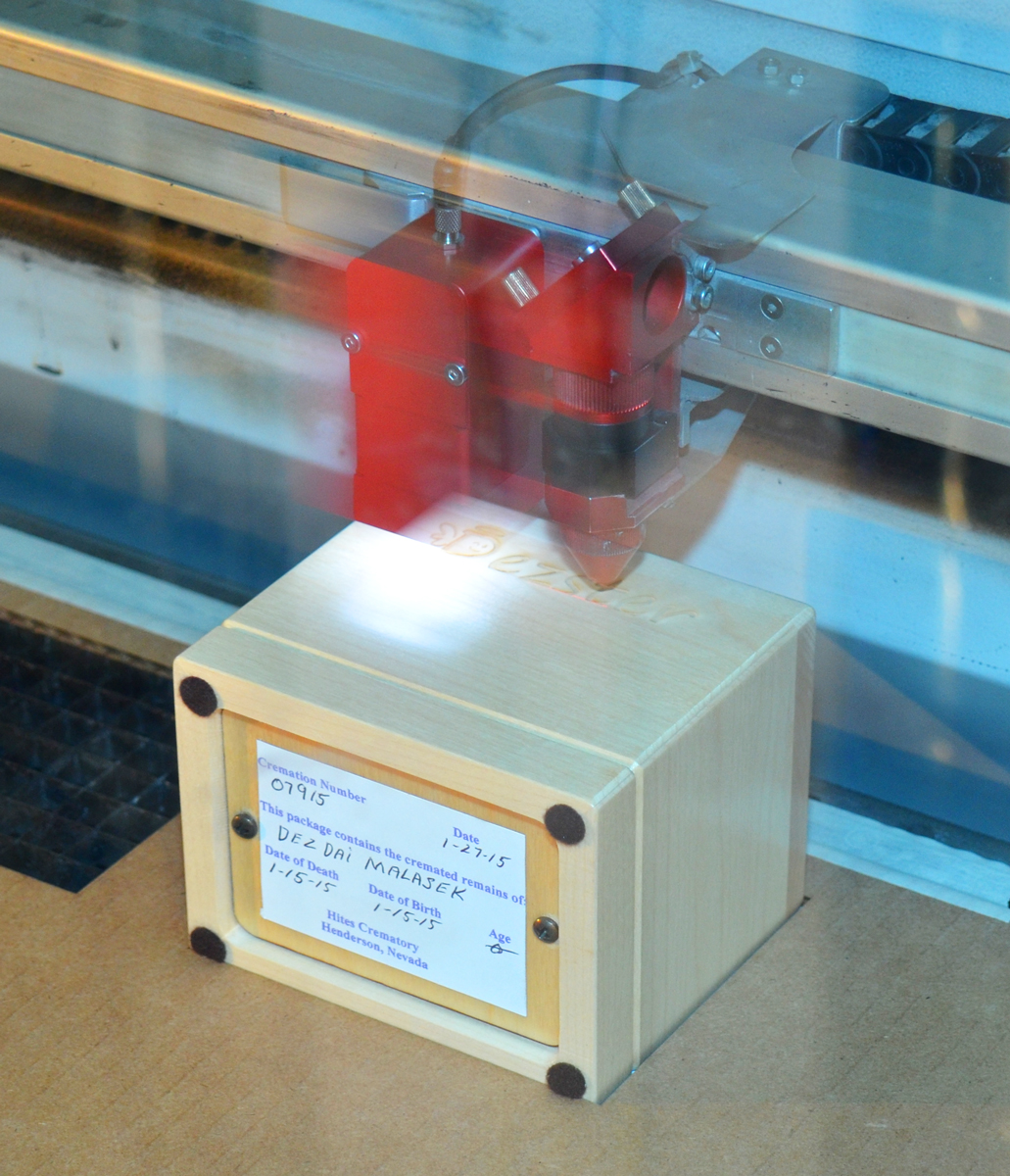
There are all kinds of urns for children, from teddy bears to pirate ships. We thought about a pewter locomotive for a bit, but we ended up settling on a plain wooden box that we would engrave ourselves. Candice took care of everything, with tasks like “pick up Dez’s remains” displacing things like “get extra baby monitor” on her pregnancy checklist.
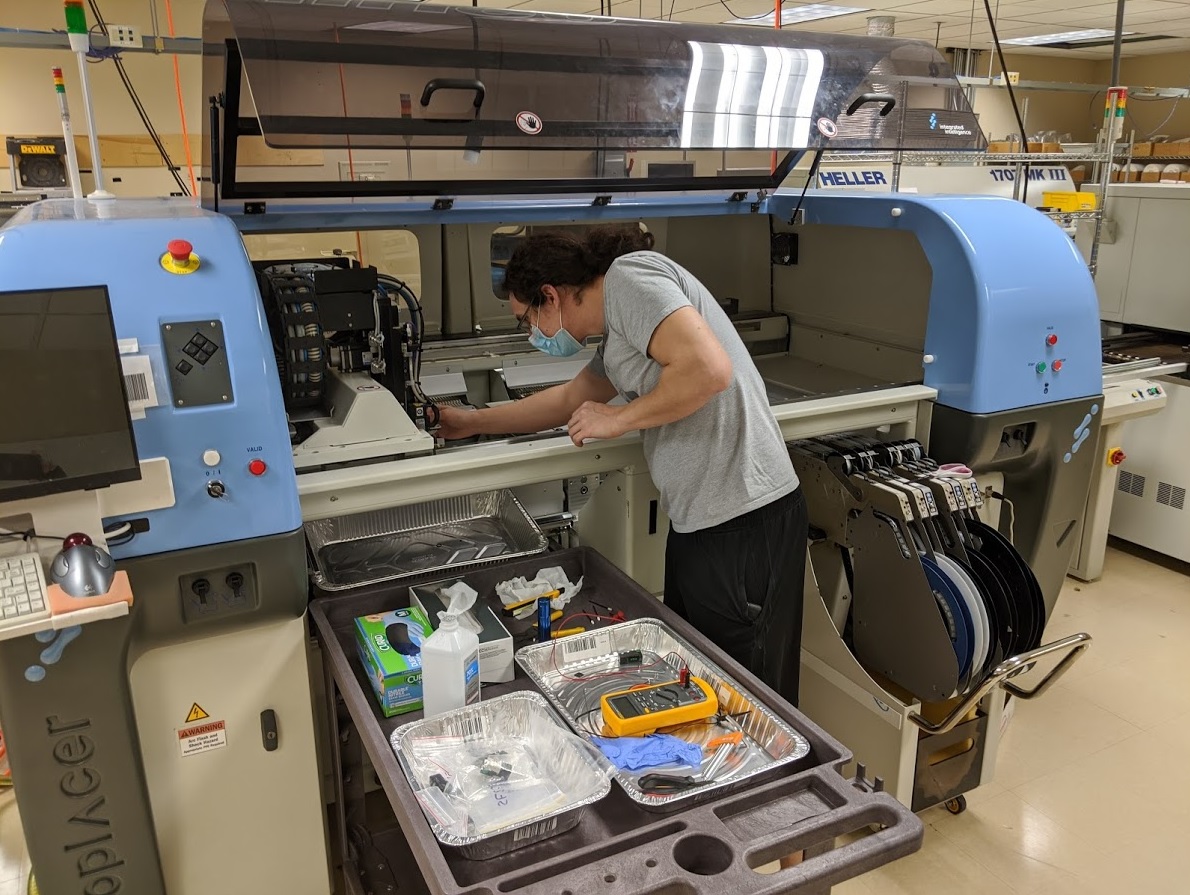
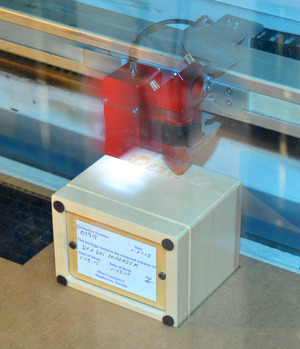
We picked up the urn and Dez’s cremains, which is apparently a real word, on a Friday morning, two weeks and a day after he was born. I hadn’t seen cremains before then. The small bag didn’t really have much that was ash-like; it was mostly the ground up bits of bone. There was more green in there than I expected, which the guy helping us said was from copper in the body. We did the engraving on one of the Pololu laser cutters that afternoon. Arthur was really nervous, even though we told him the urn was empty and that worst case, we could try again on the other side or get another one.
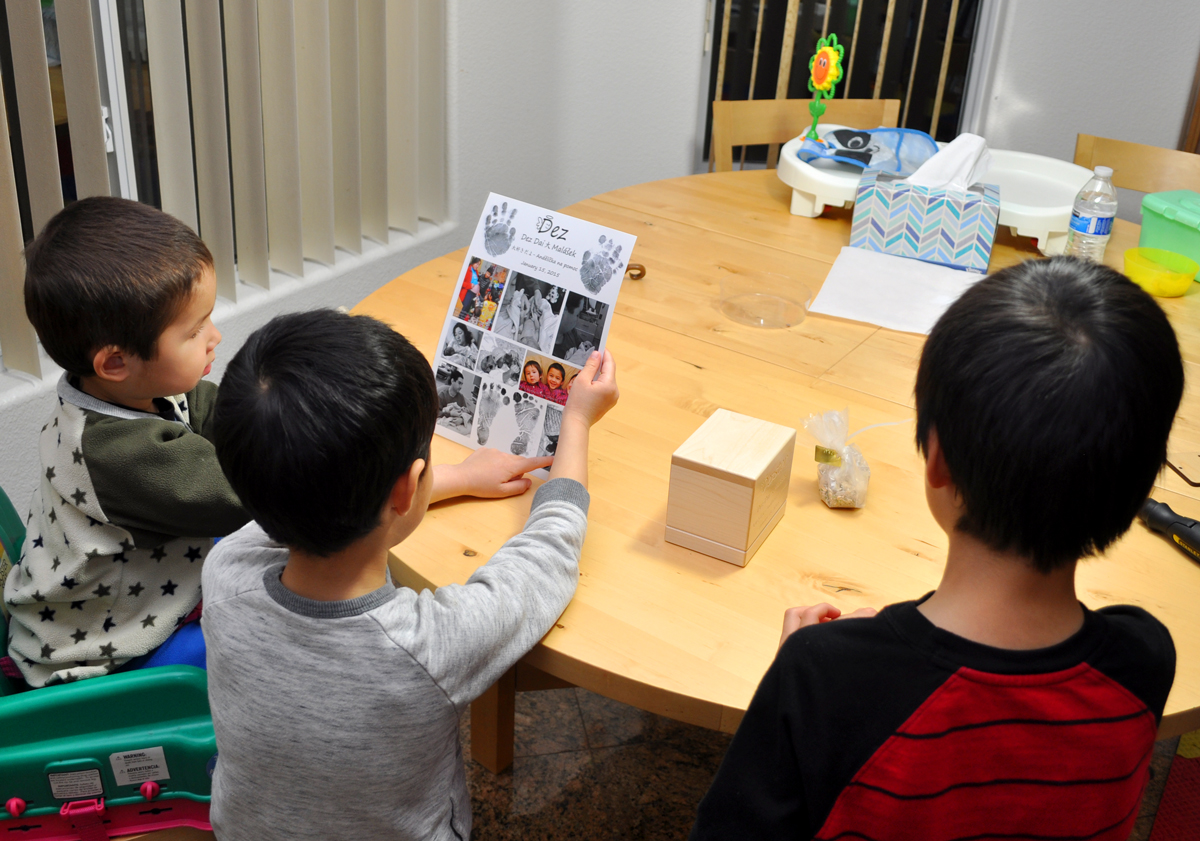
We gathered our kids that night and showed them the urn, the cremains, and some pictures of Dez. They were very interested, and Kip really wanted to show the pictures to two-year-old Sen even though Candice and I weren’t initially really involving him. We put the cremains in the urn together and put them on a shelf overlooking the family room where we spend most of our time.
I’m not sure what to think of the urn and cremains, kind of like I wasn’t sure what to think of Dez’s dead body when I was holding it. The cremains especially are not Dez, and if his soul can do some magic stuff, it seems like he ought to go look at dinosaurs instead of hanging around his ground up bones. But I’m also sad that I did not do more with Dez’s body, so it’s nice that I don’t have to make any quick decisions now. I want eventually to scatter his remains in various meaningful places to me, so for now I think of the urn as temporary and wouldn’t particularly mind if it were in some sock drawer in a closet. But Candice wanted to make a little memorial for him on that shelf in the family room, with the various things people had given us for Dez before and after he died, and that works for me, too.
That night was the first time I cried again after those twelve days, and I’ve cried every day since.
Moving on and notes for others
Today is three weeks since Dez was born. It ended up taking me a lot longer than I expected to write this, and I guess it might take me longer than I initially expected to get over it. Candice’s dad visited yesterday and told her about a sister of his that was stillborn when he was ten. His mom had a figurine in her memory, and when she went back to Japan a few years ago, basically to die there after having late stage cancer, the figurine was one of the things she took with her. Since Dez died, many others have opened up to Candice and me about similar losses in their lives, and I think it’s good to talk about and share these experiences. This blog post ended up a lot longer than I initially imagined it, but I figure it’s okay to put it all up since different parts of my experience might be relevant or interesting to different people.
I generally like to encourage cool people, like a lot of the ones I interact with at work, to have kids, and this experience has heightened that sentiment. But I’d also like to point them to what I wrote here so they can be a little more prepared if it doesn’t turn out well. I of course have all kinds of concerns about something happening to my kids, and I had concerns about Dez being okay after he was born, and I had concerns about the pregnancy going well earlier on, but somehow his death right before he was born caught me completely by surprise.
We still do not have the results of whatever tests are being done for genetic abnormalities Dez might have had. Over the last three weeks, I’ve waffled on whether I should hope for the results to indicate there was something terribly wrong with him. If your child suddenly dies in a car accident, would you gain any solace from the thought that, right before he died, he got severely brain damaged, so it’s just as well that he died? But after the first few weeks, Candice started having some of those awful feelings of guilt: what if she had noticed something wrong sooner, what if we had rushed to the hospital at the first inkling of something not being right instead of just waiting for a few hours to go to the regular doctor’s office? I hope she can rid herself of those thoughts, and because of that, I now hope they do find some defect. It would also give us some explanation, some reason. But I’m not really expecting to get one.
I am so grateful to Paul, Fang, Martina (and her husband), our babysitters, and Candice’s mom for taking care of our kids while Candice and I didn’t want to deal with them. I am so grateful to Ben, Linnea, and everyone else at Pololu for keeping things going while Candice and I were useless. And I am so grateful to the people behind Jalen’s Gift Foundation and everyone who helped us at St. Rose Hospital to ease our pain and to have some memories of our son.
February 23 update
We met with Candice’s doctor this morning for the first time since Dez was born. As I wrote in the conclusion of the original post, I thought I was ready not to get much explanation from the genetic tests. That is ultimately what happened, but in a frustrating parallel to the way I was blindsided by Dez dying despite thinking I was preparing myself for various bad outcomes during the pregnancy: we got no result because the lab doing the tests somehow did not have enough sample material to process. The placenta was analyzed in Missouri by one of the big national lab companies, and when we asked the doctor about how something like that could happen, he said there was no way to know. He seemed to share some of our thoughts of, “did they just lose it or accidentally throw it away or what?” but he said ultimately they weren’t going to give us any detail beyond the basic result that they were unable to sufficiently grow whatever cells they needed or something like that.
Whatever other tests and inspections they did of the placenta did not reveal anything abnormal. The doctor said that based on everything he saw during the pregnancy and his inspection of Dez’s body after he was born, he was very confident that Dez was genetically fine and that in general there was nothing wrong with him. The doctor’s best guesses of what might have happened was that a tiny blood clot might have gotten from the placenta into some unfortunately bad spot for Dez and blocked blood flow to something vital or that his umbilical cord might have been compressed the wrong way for a little too long during one of Candice’s longer contractions. In 18 years of practicing, with about 300 babies per year, he had encountered this kind of late intrauterine demise only about 5 times (not counting cases where they already knew in advance that something might be wrong with the fetus). That comes out to about one in a thousand.
So, we are left thinking that Dez would have been a fine little boy like his brothers. Candice and I still have worse days and better days, but overall, we must be doing a little better than a few weeks ago. Thank you to everyone who responded to this post and supported us.
]]>